PLC vs DCS | Differences Between PLC and DCS
What are the differences between PLC and DCS?
In this article, you’ll learn about the most important differences between Distributed Control Systems (DCS) and PLC.
What is the difference between PLC and DCS? In this article, we will investigate the more important aspects of this question.
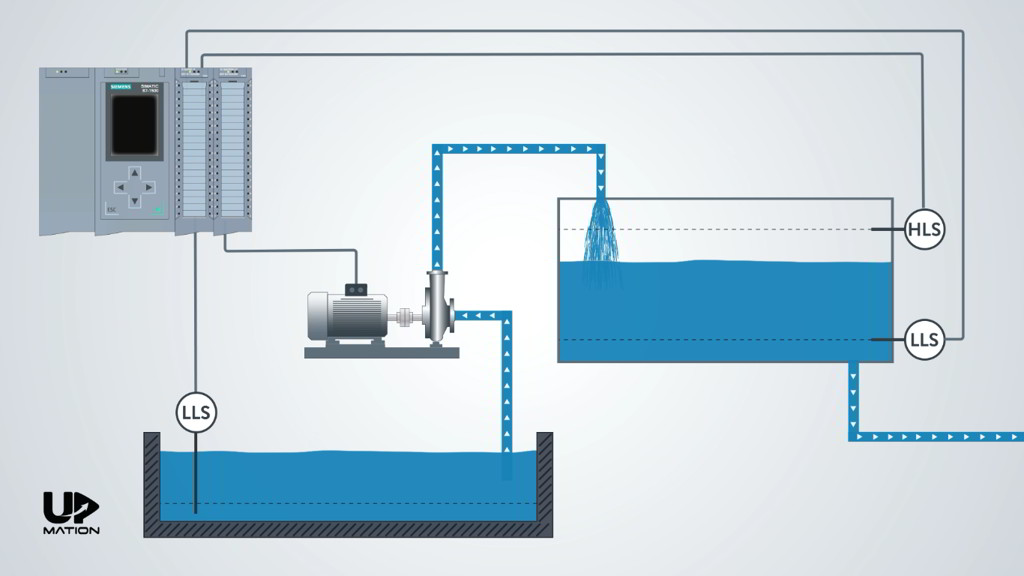
PLC and DCS in the First Look!
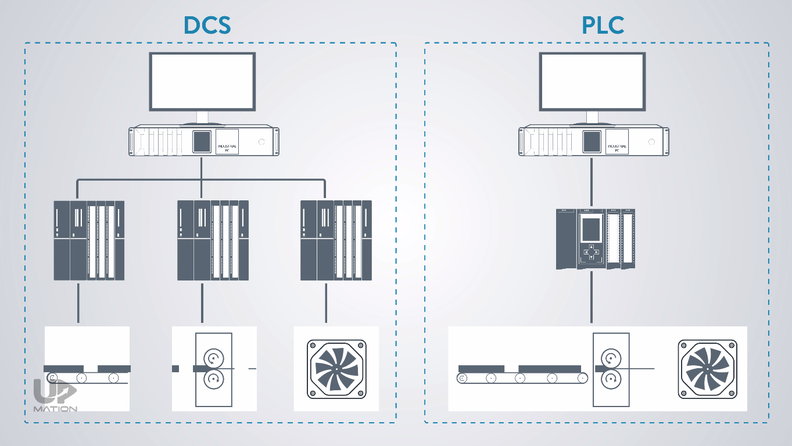
The DCS as its name says is a Decentralized Control System or in other words is a control method in which we have some independent CPUs.
Each CPU is in charge of controlling individual parts of the process so that if one fails, the other CPUs will continue performing their function without interruption.

On the other hand, what we see in PLC control systems is like PLC mostly used for centralized control, meaning that a single PLC will control the whole process.

But this was not the whole story! Let’s see what else is important in terms of PLC and DCS comparison.
Did PLCs Come to Replace the DCS?
The primary goal of the PLCs invention was to replace them with the old control systems which were entirely made of relays and contactors or digital signals in other words.

DCS or Distributed Control System was made a few years later not to replace the PLCs but to satisfy other needs in the automation industry.
Therefore, PLC and DCS have coexisted in the industry for many years in different applications and they have their significant pros and cons.
PLC vs DCS (Processes Automation)
In which processes we should use PLCs
Although the PLCs became more advanced and sophisticated these days and are even able to control the PID loops and analog signals, they are more appropriate to be used for Discrete Processes automation such as the automobile assembly line in which there are lots of digital signals and a few analog signals.
In which processes we should use DCS
DCS is more applicable for Continuous Processes with lots of analog signals and complicated PID control loops such as processes in a power plant or a refinery.
Where should we use DCS and PLC together?
In Batch or hybrid processes automation like some steel-producing industries in which we have to use DCS and PLC together, there would be some overlaps in their functions.

Meaning that in Batch processes we may use the PLCs to process:
– A limited number of analog signals and PID loops
– Digital or discrete signals

Consider that as the number of control loops and analog signals assigned to a PLC increases, the control reliability of the process decreases dramatically.
Because if the PLC fails, then all the loops assigned to that will be out of control and the process fails consequently.

On the other hand, if we use the DCS to process discrete signals, since the reaction time (or Scan Cycle time) of the DCS is fairly high in comparison with the PLC, the real-time controlling of the process would not be possible.

PLC vs DCS (Response Time)
The scan cycle time of the DCS is more than the PLC.
This high reaction time of the DCS is due to its heavy processing duties such as processing its high-level programming languages.

PLC vs DCS (Programming Languages)
Distributed Control Systems use high-level programming languages such as CFC or “Continuous Function Chart”.

Continuous Function Chart (CFC) issues some extended and very useful programming, monitoring, and engineering facilities like lots of predefined functions.

These high-level languages will generate lots of codes after getting compiled and puts a lot of burden on the CPU.
As a result, the response of the system to the important inputs will not be fast enough.
On the contrary, the popular Low-Level PLC programming languages such as Ladder logic, Function Block Diagram, and particularly STL or Structured Text Language, are closer to the machine language

therefore the generated codes are remarkably fewer than the DCS programming languages. It is the reason that the PLC is used for the emergency systems.

PLC vs DCS (Hardware)
So, to take advantage of the languages like CFC, the hardware of the DCS should be more powerful than a PLC system.
However, with today’s advancements in technology, the hardware of the DCS and PLC are more closed to each other.

Sometimes it is not possible to judge whether a control system is DCS or PLC only by looking at its electrical control panel.
Even in some cases, PLC control systems use the same CPU as the ones commonly used in Decentralized Control Systems.
PLC vs DCS (Monitoring Systems)
In DCS, there is an integrated software package in which there is a fairly complete set of monitoring facilities.
In PLC systems, however, usually, there is no relationship between the programming and the monitoring environments, and they need their own time to be created and developed.

In DCS, by calling the control functions into the programming environment, their corresponding graphical objects will automatically be added to the HMI pages with their addresses. In this way, we’ll save some precious time!

PLC vs DCS (Reliability)
the Decentralized Control Systems are more reliable in comparison with the PLC control systems not just for being decentralized, but for being usually redundant in different levels; from CPUs and Power Supplies to Servers, network switches, and network cables.

Final Thoughts
There are lots of benefits in using both the DCS and PLC. As the DCS response time is more than the PLC, the DCS is better to be used for processes with more analog signals and PID loops whereas the PLC systems are better for processes with more discrete and less analog signals.
In DCS we can benefit from numerous predefined functions and function blocks and its high-level programming languages but in PLCs, we often have to write and define the functions by ourselves.
You also learned about the benefits of the DCS in designing the monitoring system.
The network architecture of the DCS is way easier to implement using its integrated software and hardware package. However, DCS software and hardware packages cost a lot more than PLC equivalents.
Thanks for reading another article. We hope you have learned something new and if you liked this video please share it with your friends and colleagues: